A fém-műanyag és a polipropilén népszerűsége ellenére a rézcsöveket és -csatlakozásokat széles körben használják fűtő- és vízellátó hálózatok telepítéséhez. Ezeket tekintik a legjobb megoldásnak a hűtőberendezések és a légkondicionálók felszerelésére.
Megpróbáljuk megérteni a réztermékek változatosságát, és megtudjuk, melyik csőcsatlakozási módszer a leghatékonyabb.
Rézcsövek a belső vezetékekhez
A fém-műanyag analógoktól eltérően, a rézcsövek hőhatása minimális, hosszú ideig nem deformálódnak és nem reagálnak a napfényre. Telepíthető télen és nyáron - a réz alacsony hőmérséklettől való kitettségének műszaki jellemzői nem változnak.
Minden típusú otthoni kommunikáció rézcsövekből épül:
Képgaléria
Fotó a
Technológiai rézcsövek
Otthoni gázvezeték
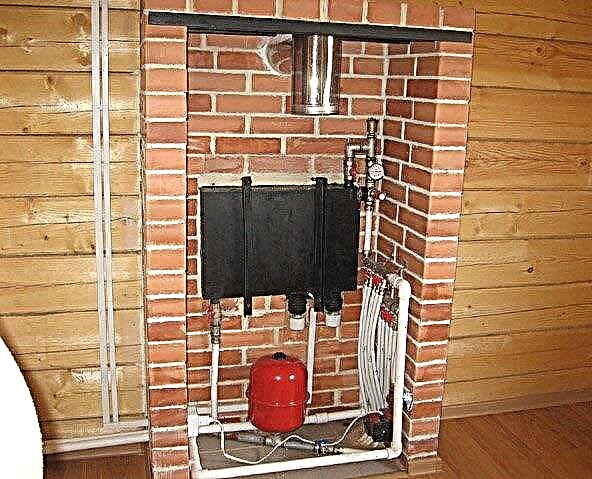
Réz gázkazán csatlakoztatása
Fűtés bimetál radiátorokkal
Meleg csőrendszer réztekerccsel
Rézcső vízvezetékek
Rézszerelvények ivóvízhez
DIY rézcső csatlakozás
Kínálunk olyan információkat, amelyek hasznosak lehetnek a rézcső anyagának megválasztásakor vagy telepítésekor.
Fajták: izolált és nem szigetelt
Megszoktuk a nem szigetelt rézcsővezetékeket - vöröses fémhálózatokat, amelyek rézből, bronzból vagy sárgarézből készült szerelvényekkel vannak összeállítva, néha megforrasztva vagy hegesztett hüvelyes módszerrel összekapcsolva.

A fűtési rendszer huzalozása, amelynek összeszereléséhez szigetelt rézcsöveket használnak. A csővezeték irányának megváltoztatását 90 ° -os sarokcsatlakozókkal hajtottuk végre, a falakra történő szerelést tömítésekkel ellátott acélbilincsekkel hajtottuk végre.
A hazai és a külföldi gyártók olyan termékeket kínálnak, amelyek nemcsak méretük, szelvény alakjuk vagy gyártási módszerük, hanem megjelenésük szerint is különböznek egymástól.
Így a rézcsőgördítés között a következő típusú csöveket találhatja meg:
- nem szigetelt belső házhálózatok telepítéséhez, valamint gáz- és elektromos berendezések összeszereléséhez;
- PVC szigeteléssel a korrózió és a mechanikai sérülések elleni védelem érdekében;
- rugalmas polietilén szigeteléssel a vízellátó rendszerekhez;
- poliuretán habszigeteléssel a maximális hőmegtakarítási igényű hálózatok számára;
- padlófűtés és komplex rendszerek védőszigetelésével.
A rézcsövek szigeteléssel történő csatlakoztatásához szigetelés nélküli csatlakozókat használnak, és a beépítési módok nem különböznek a szokásos módszerektől.
Hogyan lehet megérteni a címkézést?
Annak elkerülése érdekében, hogy tévedjen, amikor csöveket vásárol önszerelésre, meg kell tanulnia olvasni a jelöléseket és a színes jeleket.

A felelős gyártók kitörölhetetlen összetételű jelölést viselnek közvetlenül a termék felületén. Ha nincsenek jelek a csőön, akkor azok megtalálhatók a kísérő dokumentációban
A háztartási márkák csöveinek gyártása a GOST 617-90 szerint történik, amelynek szakaszát „Rézcsövek” -nek hívják.
A jelölés az általános séma szerint történik, a következő információkat jelzi:
- gyártási módszer (húzott, hidegen hengerelt - D, extrudált - G);
- szakasz (kerek - КР);
- gyártási pontosság (normál - N, magas - P);
- állapot (lágytól - M szilárd ipari szilárdságig - H);
- hosszúság (nem dimenziós - ND, többszörösen mérve - KD, öblökben - BT);
- különleges körülmények.
A különleges feltételek között szerepel a megnövekedett hosszúságú vagy nagy pontosságú, görbület és hosszúságú termékek megjelölése.
A GKRPT 32 * 3 * 5000 M3 jelölési mintát a következőképpen kell megfejteni: préselt szilárd, kerek keresztmetszettel, megnövelt gyártási pontossággal, 32 mm külső keresztmetszettel, 3 mm falvastagsággal, mért hosszúsággal 5 m, MZ márkájú rézből.
A GOST jelölésen kívül az NF nemzetközi szabvány szerinti jelölési rendszert is alkalmaznak: meg kell adni az országot, a gyártót, az üzemszámot és a méretet.
Tartomány és kiválasztási feltételek
A kis keresztmetszetű rézcsöveket 25 m és 50 m szélességben forgalmazzák, a nagy átmérőjű termékeket hosszúságokra vágják, leggyakrabban 3-5 m. Az úgynevezett „lágy” típusokat, amelyeket széles körben használnak padlófűtésre, hengerekbe gördítik.
A rézvezetékek telepítésénél három fajtát használnak, amelyek keménységi foka különbözik egymástól:
Képgaléria
Fotó a
Különböző keménységű rézcsövek
Félszilárd rézcsövek
Nagy szilárdságú réz anyag
A vékony kábel könnyen hajlítható, és nem igényel olyan szerelvényeket vagy egyéb elemeket, amelyek biztosítják a merev típusú csővezeték fordulatszámainak beszerelését.

Mint minden típusú cső, a réztermékek falvastagsága is különbözik. A szabványos méretek 1–3 mm-es keretekre korlátozódnak. A fűtési rendszerek optimális szabványai - 1,5 mm-től 2 mm-ig
A különféle szakaszok csőanyagainak paramétereinek vagy jellemzőinek meghatározásához táblázatokat kell használni.

A réz- és acélcsövek méretének táblázata, amely a szigetelés vastagságát mutatja méret szerint. A hüvelyk és a milliméterek az átmérő jelzésére szolgálnak.
Bizonyos típusú csövek iránt nagy a kereslet. Például 12–22 mm átmérőjű termékeket használnak vízellátáshoz, és lefolyórendszerekhez - 32 mm-től vagy annál magasabbra.
A külső keresztmetszet mellett szokásos megjelölni a falvastagságot vagy a belső átmérőt (tegyük fel, hogy a 12/2 vagy a 12/14 egy cső, amelynek külső átmérője 14 mm, belső –12 mm és falvastagság 2 mm).
Rézcsövek szerelvényei
A csővezetékek összeszerelésekor a szerelvényekre a megbízható, leszerelhető és egyrészes összeköttetések létrehozásához szükség van. A megfelelően kialakított kapcsolat eredményeként a hálózat javítás nélkül működik legalább 15 éve. Fontolja meg, hogy milyen típusú csatlakozókat használnak a rézcsövekhez.
1. lehetőség - tömörítés
A kompressziós szerelvények telepítéséhez forrasztást nem használnak. Az állványszerkezeteket feltételesen leválaszthatónak nevezik, mivel szoros összeköttetést hoznak létre, amelyet időről időre meg kell szorítani. Ebben a tekintetben a csővezetékeket nem szabad varrni a padlóba vagy a falakba.

A felső képen egy rézcsőn található kompressziós szerelvény található: egy test, egy osztott gyűrű (az összeszerelés során tömítőanyagként működik) és egy összekötő anya, amelyek csavarásával elvégzik a préselést
A kompressziós szerelvény beszereléséhez nincs szükség speciális szerszámra - fogóra vagy szorítóra. Először a préselést manuálisan kell elvégezni, majd az állítóanyát állítható vagy nyitott végű csavarkulccsal érik el.
Képgaléria
Fotó a
Kompressziós illesztés
Kompressziós szerelvény alkatrészei
O-gyűrű a kompressziós hézagokban
Ajánlott egy pár kulcs használata: az egyik a test tartásához, a másik a félig forgó mozgások előállításához. Egy erős kapcsolathoz általában 2-3 további fordulás elegendő.
Az dugaszolóaljzatok szabványos méretűek - a csövek keresztmetszete mentén, és belső faluk előre kalibrálva van (aljzatcsatlakozáshoz). Ezen túlmenően, céljaik szerint is különböznek egymástól. Tegyük fel, hogy a vízvezeték- és fűtőrendszer alkatrészei szerkezetileg különböznek.
2. lehetőség - nyomja meg a szerelvényeket
A kompressziós szerelvények teljesen eltérő kialakításúak. Csőszerkezetük van, és mindkét végük tömítéssel ellátott mélyedéssel van ellátva. A csőre történő rögzítés elve a réz, mint puha és rugalmas anyag fémének egyik tulajdonságán alapszik a feldolgozás során.
Képgaléria
Fotó a
A préselő prések csatlakozásainak szerkezete
Nyomja meg a Tömörítő eszközt
Egyrészes csatlakozás
Préstechnika nyitott tömítésben
A préselés során az alkatrész kialakítása oly módon deformálódik, hogy az anyag az O-gyűrűvel integrált szoros összeköttetést hoz létre.

Menetes csatlakozással ellátott rézcsövekhez használt bronzprés mintája. A gyártó egy jól ismert VIEGA cég. Ár - 880 rubel (a sárgarézből, bronzból vagy rézből való préselés alkatrészei sokkal drágábbak, mint az acél alkatrészek)
A csővezeték présszerelvényekkel történő összeszereléséhez speciális szerszámra van szükség - présfogók. A kézi készülék alkalmas ideiglenes és egyszeri munkákra, de állandó szakmai felhasználással gyorsan fáradtságot okoz.
A képzett vízvezeték-szerelők számára hidraulikus és elektromechanikus modelleket kapnak - drága, de energiát és időt takarítanak meg.

A sajtószerelvények típusai, amelyek megkülönböztetik megnevezést és kivitelüket: egyenes hüvelyes csatlakozók, adapterek, keresztirányú darabok, egyszerű négyzetek és átmenet más átmérőre
A sajtolás bonyolultsága abban rejlik, hogy a préselés után néha nehéz megkülönböztetni a megmunkált szerelvényt a csőön elhasznált alkatrészektől. A rések elkerülése érdekében a gyártók az alkatrészeket speciális jelző elemekkel szállították, amelyek megváltoztatják a megjelenésüket a préselés után: fényes műanyag gyűrűk vagy deformálódó duzzanat, az úgynevezett SC-Contur.
Nem nehéz különbséget tenni az alkatrészek célja alapján, mivel más színű jelölővel vannak megjelölve:
- kék vagy piros - vízellátás (ivás vagy nem ivás);
- zöld - fűtés;
- sárga - gázellátás.
Vannak univerzális opciók: például egy sárga-kék jelölés azt jelzi, hogy a szerelvények felhasználhatók gáz- és vízmozgató rendszerekben. A színt a tömítés megjelölésére is használják (sárga gázhoz, fekete vízhez stb.)
3. lehetőség - forrasztott
A forrasztás két csőtöredék tartós és integrált összekapcsolását biztosítja. Ezt egy speciális szerszámmal hajtják végre. Közvetlenül a forrasztás előtt a csövek végei átfedik egymást, vagyis dugaszoló csatlakozást használnak.
Az olvadt forrasztás feltöltéséhez a falak között azonban legyen kis távolság. A rés 0,02 mm és 0,4 mm között lehet.

A forrasztáshoz használt rézszerelvények konfigurációja megfelel a préselés analógjaihoz: egyenes, szögletes, keresztirányú darabok stb. A képen - egy fűtési rendszerhez tervezett szögletes elem
A forrasztás fő eszköze az égő, de a csövek kezdeti megmunkálásához egy kalibrátort (expandert), letörést, csővágót és mindenféle tisztító szerszámot (kefék, héjak) is használnak.
Háztartási használatra egy 200 ml-es gázkannával felszerelt kézi égőkészülék használható. Könnyű és kényelmes kéziszámítógép + 1100 ° C hőmérsékleten lángot képez, amely elegendő a lágyforrasztás olvadásához.

Az égőn kívül ón alapú forrasztásra van szüksége (ezüsttel, bizmutdal, antimonnal), amelynek olvadáspontja jóval alacsonyabb, mint a rézé. A hőmérsékleti különbség biztosítja a rézcsövek integritását és a forrasztás tényleges folyékony olvadását, hogy kitöltse a rést és szorosan összekapcsolja az alkatrészeket
Szüksége lesz egy fluxus oldatra is, amely kenje a csatlakozó és a cső összekötő részeit.
A rézrészek felületének fluxust kefével hajtják végre. Ez biztosítja a forrasztás egyenletes eloszlását a közös zóna mentén.

Forrasztható rézszerelvények osztályozása. Olcsóbbok, mint a krimpelhetők. A gyártás anyaga Cu-DHP minőségű réz, amely mindkét típusú hegesztéshez alkalmas, mind alacsony, mind magas hőmérsékleten
Forrasztáshoz általában alacsony hőmérsékleti technológiát alkalmaznak. Az ilyen típusú hegesztéshez a lágyforrasztó szalaggal van felszerelve, amelyet egy speciális hevederhoronyba helyeznek.
Ipari hálózatok létrehozásakor a magas hőmérsékletű hegesztési módszert alkalmazzák a gyártásban. Megkülönböztető jellemzők - a forrasztás használata, a jövőben a gázok és folyadékok nagy nyomás alatt történő mozgatásának képessége. További információ az anyag rézcsövek forrasztásáról.
Hogyan készül a kapilláris forrasztás illesztéssel?
A munka megkezdése előtt készítse elő az eszközöket és anyagokat:
- gázégő;
- fényáram;
- forrasztani;
- csővágó;
- letörés;
- ecsettel és finom csiszolópapírral.
eljárás:
Képgaléria
Fotó a
Vegyünk egy rézcsövet, és csővágóval vágjuk le a megfelelő méretű darabot. Egy másik eszköz nem fog működni, mivel a cső deformálódhat. A vágásnak tökéletesen síknak kell lennie
Foszkosnimatelt veszünk, és magabiztos, de pontos mozgásokkal eltávolítjuk a felesleges anyagot. Mindkét - mind a külső, mind a belső - folyamatot meg kell dolgozni
Finom csiszolópapírral vagy csiszolószivaccsal fémhez óvatosan megtisztítjuk a cső végét, hogy tökéletesen sima és fényes legyen
Annak érdekében, hogy a forrasztóelem egyenletesen feküdjön, öntsön pasztát vagy fluxust a tisztított munkaterületre. A vékony és tiszta réteget természetes sörtékkel ellátott kefe biztosítja
Elő kell készíteni a szerelvényt. Ehhez egy kényelmes fogantyúval ellátott fémkefével megtisztítottuk a belső falot, megpróbálva az egész felületet rések nélkül megmunkálni
A csőhöz hasonlóan a szerelvényt fluxusos vagy forrasztópasztával is bevonják. Az ülést teljesen meg kell feldolgozni, az egyetlen mód a jó forrasztási körülmények megteremtésére
A szerelvényt a rézcső végére helyezzük úgy, hogy teleszkópos csatlakozás alakuljon ki. A kiálló kiáramlás eltávolítása száraz ruhával.
Melegítjük a kereszteződést égővel, és óvatosan vezetjük a forrasztást a résbe, megakadályozva a rézcsövek túlmelegedését. Az ón megolvad és kitölti az üres helyet
3. lépés - a cső külső falának eltávolítása
4. lépés - csőfeldolgozás forrasztópasztával
5. lépés - a csatlakozó belsejének eltávolítása
6. lépés - az illesztés kezelése forrasztópasztával
7. lépés - a csatlakozó és a cső csatlakoztatása
Az ónforrasztó lehűtése után erős hézag képződik, amely biztosítja a száz százalékos tömítettséget. Az illesztés nélküli forrasztási eljárást ugyanazon séma szerint hajtják végre, de az egyetlen különbséggel: A csatlakozó elem helyett a második cső vége kopott, amelyet egy átfedéssel helyeznek fel. A csövek közötti rést ugyanúgy megolvasztott forrasztással töltik meg.
Útmutatások a rézcsövek préseléséhez
Az egyetlen eszköz, amelyre a préselés viselkedéséhez szükség lesz, a présfogó. A munka megkezdése előtt előkészítjük a csőszegmenseket a fent leírt utasítások szerint.
Lépésről lépésre:
Képgaléria
Fotó a
1. lépés - illeszkedő méret
2. lépés - cső- és csatlakozócsatlakozás
3. lépés - Szerszám kiválasztása a fogópréshez
4. lépés - a sajtolóprofil krimpelése fogóval
Emlékeztetjük Önt, hogy a préselés felügyelet nélküli kapcsolatot hoz létre, amely legalább 30 évig tarthat. A kész csővezetéket szalagokban lehet lerakni, gipszkartonnal varrni vagy esztrichtel kitölteni.
Számos árnyalat létezik, amelyek ismerete segít megbirkózni a rézszerelvények független préselésével, még akkor is, ha először ezt teszed.
Képgaléria
Fotó a
A szerelvények és tömítések színkódjának elszámolása
Rövid töredékek összeállítása az asztalra
Nagy átmérőjű csövek préselése
A rézcsövek préselésének minősége
Kézi préselésnél próbáljon meg ne gyakorolni túlzott erőt, hogy ne deformálódjon a csövek.
A szerelvények választása számos okból függ, beleértve a készségeidet is. Ha a készségek nem elegendőek, akkor ne vegye be az égőt, hanem hozzon létre egy krimpelt vagy extrudált kapcsolatot az erők és a kezdők számára.
Azt is javasoljuk, hogy olvassa el a többi cikkünket is, ahol részletesen megvizsgáltuk a rézcsövek típusait:
1. Rézcsövek fűtésre.
2. Rézből készült vízcsövek.
Videók megtekintése közben láthatja azokat a műszaki árnyalatokat, amelyeket a cikk elolvasásakor nehéz elképzelni.
Video utasítás gázvezeték préseléséhez:
Video áttekintés a különböző célokra szolgáló rézszerelvényekről:
Hogyan készítsünk rézcsöveket és szerelvényeket:
A teljes forrasztási folyamat egy klipben:
A rézcsövek összekapcsolását egy rendszerben az acél- és fém-műanyag termékek analógiájával hajtják végre, de speciális szerelvények - sárgaréz, réz és bronz - felhasználásával.
Ha elsajátítja a sajtolástechnikát vagy a forrasztás összetettebb módszerét, önállóan felszerelheti a fűtési hálózatot vagy a vízellátást. De ne feledje, hogy a rézkommunikáció nagyon drága öröm!
Kérjük, írja meg véleményét a cikk témájáról az alábbi blokkban. Talán ismeri azokat az árnyalatokat, amelyeket nem említettünk ebben a cikkben? Ossza meg őket más webhely látogatóival.